Polymer Melt Filter Elements, Candle Filters, Filter Housing and Cartridges and Filter Fittings. Forms Including: Pleated Filter Elements, Pipe Filter Elements, Extruded Screen Packs, Filter Discs, Leafs, Baskets, Bags and etc. For filtering of air, gas, oil, grease, liquid and fuel.......
Stainless Steel Pleated SS 316L Wire Mesh Filter Element
Hengmao supplies pleated mesh filter element assembly with filter screen made of sus316L stainless steel.
316L Wiremesh Pleated Filter Elements, with 24 Pleats
Element assembly and materials:

- Inner support sleeve - SA 240 SS316 L
- Cleat - SA 182 F SS 316 L
- Mesh, Inner layer, 150/200 microns - SS 316 L
- Filter mesh, 16micron absolute - SS 316 L
- Mesh, outer layer, 150/200 microns - SS 316 L
- Endcap, Bottom - SA 182 F SS 316 L
- Adapter - SA 182 F SS 316 L
Wiremesh pleating:
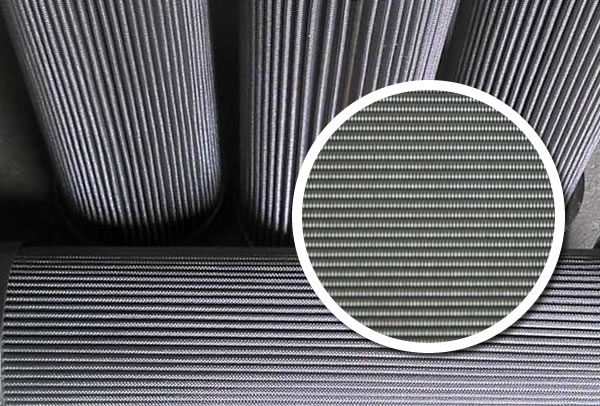
The three wire mesh layers are linear firmly jointed by plasma welding tech
- Inner layer wire mesh - 150/200microns, nominal
- Filter layer wire mesh - 16 microns, absolute
- Outer layer wire mesh - 150/200microns, nominal
- No of layers - 3
- No of pleats - 24
Adapter Weld:
Adapter to cleat welded by micro plasma butt welding
Welding of Core Support Sleeve
Inner support sleeve to cleat seal is by micro plasma seal weld.
NOTES:
- Wire mesh should be free from weld spots and dirts.
- After rolling, mesh outer dia must be 32.0mm
- Element shall pass bubble point test as per ISO - 2942 : 1994 (E).
- All edges undergoes welding shall be PT examined before fabrication.
- All surfaces built by welding shall be examined by PT.
- 100% Radiography to be done on all butt weld joints.
- Thread ends shall be protected by end caps during fabrication & packing.
- Do not perform any kind of machining or rework after fabrication.
- No formation of oxidation on the weld surfaces.
316L Wiremesh Pleated Filter Elements, with 50 Pleats
- Adapter - SA 182 F SS 316 L
- Cleat - SA 182 F SS 316 L
- Inner support sleeve - SA 240 SS316 L
- End cap - SA 182 F SS 316 L
- O-Ring, 75.8id x 3.53mm thk - Viton
- Mesh, Inner layer, 150/200 mic - SS 316 L
- Filter mesh, 16 mic - SS 316 L
- Mesh, outer layer, 150/200mic - SS 316 L
Wiremesh pleating:
- Inner layer - 150/200microns, nominal.
- Filter layer - 16 microns, absolute.
- Outer layer - 150/200microns, nominal.
- No of pleats - 50
Adapter Weld:
Adapter to cleat welded by micro plasma butt welding
Welding of Core Support Sleeve
Inner support sleeve to cleat seal is by micro plasma seal weld.
NOTES:
- Wire mesh should be free from weld spots and dirts.
- After rolling, mesh outer dia must be 71.0mm
- Element shall pass bubble point test as per ISO - 2942 : 1994 (E).
- All edges undergoes welding shall be PT examined before fabrication.
- All surfaces built by welding shall be examined by PT.
- 100% Radiography to be done on all butt weld joints.
- Thread ends shall be protected by end caps during fabrication & packing.
- Do not perform any kind of machining or rework after fabrication.
- No formation of oxidation on the weld surfaces.
Pleated Mesh Filter SS316
Supply to Canada
Filtration rating: 100 micron
Material: Stainless steel 316
Products List
 Wedge Wire Screen
500 Micron Wedge Wire Cartridge
Wedge Wire Basket Filter Elements
SS316L Wedge Wire Screen Filter
Wedge Wire Element
Basket Filter Element
Slotted Liner
Perforated Disc
Sand Filter Screen
316L Wire Wrap Slotted Screen
Vibrating Screen Mesh
Dutch Weave Wire Mesh Filters
Extruded Screen
Black Steel Circular Extruder Screen
Mild Steel Filter Screen
Stainless Steel Wire Mesh Belt Filter Screen
Monel Mesh Filter
904L Dutch Weave Filter Screen
Screen Filter for Film Making
Basket Strainer Element
Coalescer Filter Elements
Granulator Filter Mesh
Cone Filter Element
Stainless Steel Mesh Filter Screen
Surface Filter Element
Sintered Fiber Pleated Filter
Stainless Steel Wedge Wire Water Well Screen
Wedge Wire Screen
500 Micron Wedge Wire Cartridge
Wedge Wire Basket Filter Elements
SS316L Wedge Wire Screen Filter
Wedge Wire Element
Basket Filter Element
Slotted Liner
Perforated Disc
Sand Filter Screen
316L Wire Wrap Slotted Screen
Vibrating Screen Mesh
Dutch Weave Wire Mesh Filters
Extruded Screen
Black Steel Circular Extruder Screen
Mild Steel Filter Screen
Stainless Steel Wire Mesh Belt Filter Screen
Monel Mesh Filter
904L Dutch Weave Filter Screen
Screen Filter for Film Making
Basket Strainer Element
Coalescer Filter Elements
Granulator Filter Mesh
Cone Filter Element
Stainless Steel Mesh Filter Screen
Surface Filter Element
Sintered Fiber Pleated Filter
Stainless Steel Wedge Wire Water Well Screen